軸付砥石
製品一覧
写真をクリックすると製品の詳細をご覧いただけます。
スチール系全般に向いています。
ビトリファイド砥石
シャンクΦ3・6・8mm
★非硬化、非熱処理鋼(38HR以下)
例.)建設用鋼、炭素鋼、工具鋼
非合金鋼、肌焼き鋼、焼戻し鋼
★硬化、熱処理鋼 (38HR以上)
例.)工具鋼、焼き戻し鋼、合金鋼
★鋳鋼
例.)無合金鋳鋼、低合金鋳鋼

高硬度難削材に向いています。
ビトリファイド砥石
シャンクΦ3・6mm
★硬化、熱処理鋼(38HRC以上)
★高硬度アルミニウム合金・青銅
★チタン・チタン合金
★ニッケル合金
★コバルト合金
例.)耐熱合金



鋳鉄 表面研磨向け CAST
鋳鉄 エッジ研削 CAST EDGE
ビトリファイド砥石
シャンクΦ6・8mm
★鋳鉄
例.)ねずみ鋳鉄、白鋳鉄 等
(ドイツ取り寄せ製品)

在庫のご相談は弊社のフェアード担当までお願い致します。
その他 軸付き砥石
ゴムボンド砥石、ポリウレタンボンド砥石、レザーボンド砥石、繊維ボンド砥石

その他 砥石
PFERD 仕上スティック砥石は、工具および金型製作におけるフォームの仕上げ加工用の汎用工具です。

通常のドレッシングストーンの他に、砂型鋳造の砂型に最適な砥石も






関連動画
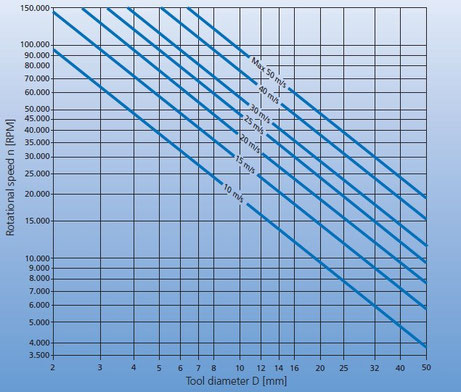
ご使用時の回転数
右のグラフは、軸付砥石の各直径に対応する回転数を示しています。横軸が直径 [mm]、縦軸が回転数 [rpm]です。青色の直線は、各速度を示しています。軸付砥石の各製品について、横軸の直径(縦線)を確認した後、記載されている推奨速度の直線と交わる点を見つけて下さい。その交点の高さが推奨回転数となっております。
例:
軸付砥石 直径20 mm 硬さO
推奨速度 = 25~40 m/s
推奨回転数 = 24,000 - 38,000 rpm
エクステンション
シャンク長は、エクステンションスピンドルを用いることで拡張でき、パイプやダクトなど狭い箇所での作業が可能になります。エクステンションは機械工具のチャックに取り付けます。ロングシャフトの研磨工具の替りにエクステンションを使用することで費用を節約できます。
注意 スピンドルエクステンションを使用する際は、安全・事故防止規則をよくご確認下さい
スピンドルエクステンションの詳細はこちらをご覧下さい
安全勧告
全ての軸付砥石の最高速度は50 m/sとなっております。
各シャンク長、シャンク径に対応した最高回転数はDIN 69170およびEN 12413に記載されています。シャンクが折れてしまいますので、最高回転数を守ってご使用下さい。
シャンク長に関係なく、コレットには最低10 mmは挿入して下さい(L3)。
フェアードの軸付砥石のパッケージには、各フリーシャンク長(L0)に対応した推奨回転数が記載されています。パッケージが届いた際、実際に使用する前に同芯度や、機械工具のコレットに正しく取り付けられているか、よくご確認下さい。
全ての軸付き砥石の最高回転数が記載された表が必要な場合はお問い合わせ下さい。
シャンクが曲がってしまう速度は、EN 12413より下記のパラメーターから計算できます。
■先端の形状および寸法
■シャンク径 Sd
■フリーシャンク長 L0
D = 軸付砥石の直径
T = 軸付砥石の幅
Sd = シャンク径
L0 = フリーシャンク長
L2 = シャンク長
L3 = コレットに挿入した部分のシャンク長

製品選択ガイド
フェアードは様々な種類の軸付砥石をご用意しております。研磨材、粒度、硬さや形状の種類が豊富で、様々な用途に対応しております。寸法の精度は高く、高品質の製品を安定的に製造・供給しております。
最適なタイプの軸付砥石をお選び頂くため、初めに材料、主な作業内容を選択します。下の表に記載されている丸印は、各材料および作業内容に最適なタイプの軸付砥石を示しています。
軸付砥石の選択ステップ
①材料
加工材料の素材をお選び下さい。各材料に対応して表に色が付けられています。
②用途
材料の種類に基づいて、次は作業内容を選択します。作業内容の種類は下記の通りです。
■一般用途
■表面研磨
■エッジ研磨
最適なタイプの軸付砥石を選ぶには、材料の種類、作業内容、求める表面仕上がりの情報が重要になります。軸付砥石のボンドと研磨材の種類によって、研磨後の仕上がり、工具の寿命や研磨力が大きく異なります。
■一般用途用は、研磨力と寿命のバランスがとれた汎用性が高いタイプです
■表面研磨用は、軸付砥石にかかる荷重が小さいことから、比較的軟らかく高研磨力なタイプです
■エッジ研磨用は、変形しないように比較的硬くできており、寿命が長いタイプです
③軸付砥石の硬さ
最後に、軸付砥石の硬さを選択します。上から2つ目の行の、アルファベットが軸付き砥石の硬さを表しています。左から右の順に硬度が高くなります。表の中に記載されている丸印のうち、●が最適なタイプの軸付砥石です。
④製品詳細
軸付砥石の形状、寸法、粒度は、一番下の行が各製品に該当するページとなっておりますので、そちらをご覧下さい。
| 材料の種類 | ボンド | レジノイド | セラミック | |||
| 硬さ | L | J | M | |||
| 研磨材 | ||||||
| 推奨速度 [m/s] => | 35-50 | 30-50 | 30-50 | |||
| 作業内容▼ | ||||||
| スチール、鋳鋼 |
非硬化、 非熱処理鋼 (38 HRC以下) |
建築用鋼材、 炭素鋼、 工具鋼、非合金鋼、 焼き入れ鋼 |
一般用途 エッジ、表面研磨に |
● | ||
|
表面研磨 高研磨力 |
○ | ● | ||||
|
エッジ研磨 変形しにくい |
○ | |||||
|
硬化、熱処理鋼 (38 HRC以上) |
工具鋼、焼戻し鋼、 合金鋼 |
一般用途 エッジ、表面研磨に |
● | |||
|
表面研磨 高研磨力 |
● | ○ | ||||
|
エッジ研磨 変形しにくい |
○ | |||||
| 鋳鋼 |
非合金鋳鋼、 合金鋳鋼 |
表面研磨 高研磨力 |
○ | ● | ||
|
エッジ研磨 変形しにくい |
○ | |||||
| ステンレス | 防錆、耐酸性鋼 |
オーステナイト系、 フェライト系ステンレス |
表面研磨 高研磨力 |
● | ○ | |
|
エッジ研磨 変形しにくい |
○ | |||||
| 非鉄金属 | 低硬度非鉄金属 | アルミニウム合金、黄銅、銅、亜鉛 |
一般用途 エッジ、表面研磨に |
○ | ||
| 高硬度非鉄金属 |
高硬度アルミニウム合金、 青銅、チタン、チタン合金 |
● | ● | ○ | ||
| 高温材料 |
ニッケル合金、コバルト合金 (航空機のジェットエンジンのタービンブレード) |
○ | ● | |||
| 鋳鉄 |
ねずみ鋳鉄、 白鋳鉄 |
片状黒鉛鋳鉄(EN-GJL)、 球状黒鉛鋳鉄(EN-GJS)、 白鋳鉄(EN-GJMW)、 黒鋳鉄(EN-GJMB) |
表面研磨 高研磨力 |
○ | ||
|
エッジ研磨 変形しにくい |
○ | |||||
|
プラスチック、 その他の金属 |
強化プラスチック、 熱可塑性物質、ゴム、木材 |
一般用途 エッジ、表面研磨に |
||||
ご注文方法
注文番号はEN 12413に準拠しております
注文番号の例:
ZY 2025 6 AR 30 O 5 V
① ② ③ ④ ⑤ ⑥⑦⑧
①形状
DIN 69170
ZY = 円筒形
WR = 円筒形(先丸)
KE = テーパー形
SP = ツリー形
KU = ボール形
TO = カップ形
ANSI B74.2に準拠した米国形状
Wシリーズ (円筒形)
A、Bシリーズ (特殊形状)
②寸法
ISO 525に準拠しております
20 mm (直径) x 25 mm (幅)= 2025
米国寸法
WシリーズおよびA、Bシリーズの寸法は番号で表記されております(例: W 143)
③シャンク
注文番号に、シャンク径を指定して下さい。シャンク長は、シャンク径に応じて下記の通りに指定されています。
3 mm (シャンク径) x 30 mm (シャンク長) = 3
6 mm (シャンク径) x 40 mm (シャンク長) = 6
8 mm (シャンク径) x 40 mm (シャンク長) = 8
1/8" (シャンク径) x 1 1/4" (シャンク長) = 1/8
1/4" (シャンク径) x 1 1/2" (シャンク長) = 1/4
④研磨材
ISO 525によると、研磨材は下記の2種類となっています
A = アルミナ (Al2O3)
C = シリコンカーバイド (SiC)
馬印では、下記のように更に細かく分類しております。
AD = アルミナ ダークレッド
AW = アルミナ 白色
AR = アルミナ ピンク色
AN = アルミナ 標準
AH = アルミナ バブル砥粒
CN = シリコンカーバイド 緑
CU = シリコンカーバイド 灰色
CO = セラミック砥粒
ADW = ADとAWの混合砥粒
AWN = AWとANの混合砥粒
ARN = ARとANの混合砥粒
ADR = ADとARの混合砥粒
AWCO = AWとCOの混合砥粒
⑤粒度
フェアードの粒度はISO 525およびEN 8486に準拠しております。軸付き砥石の形状と直径によって、お選び頂ける粒度が異なります。
⑥硬さ
研磨材の硬さは、ISO 525に準拠して分類されています。アルファベット順に硬度が高くなっております。
⑦砥石の密度
砥石の密度は、ISO 525に準拠し、数値で表記されています。数値は1~14までで、大きくなるほど密度が低くポーラスになります。
⑧ボンド
ボンドはISO 525に準拠し、下記の記号で表されています。
V = セラミックボンド
B = レジノイドボンド